一、焊前准备
1、焊机选用NBA2- 300型熔化极脉冲氩弧焊机1台,采用直流反接。 2、焊丝选用焊丝 为SAl1100 (HS301), φ1. 2mm。3、焊件为1070 (L1) 铝合金薄板,采用剪床下料,I形坡口。4、垫板不锈钢垫板,规格尺寸(长x宽x厚)为: 40mm x 6mm若干件。。
二、焊前装配定位及焊接
装配定位的目的是把两个媒件装配成合乎焊接技术要求的I形焊件。铝合金 薄板的装配如图1所示。
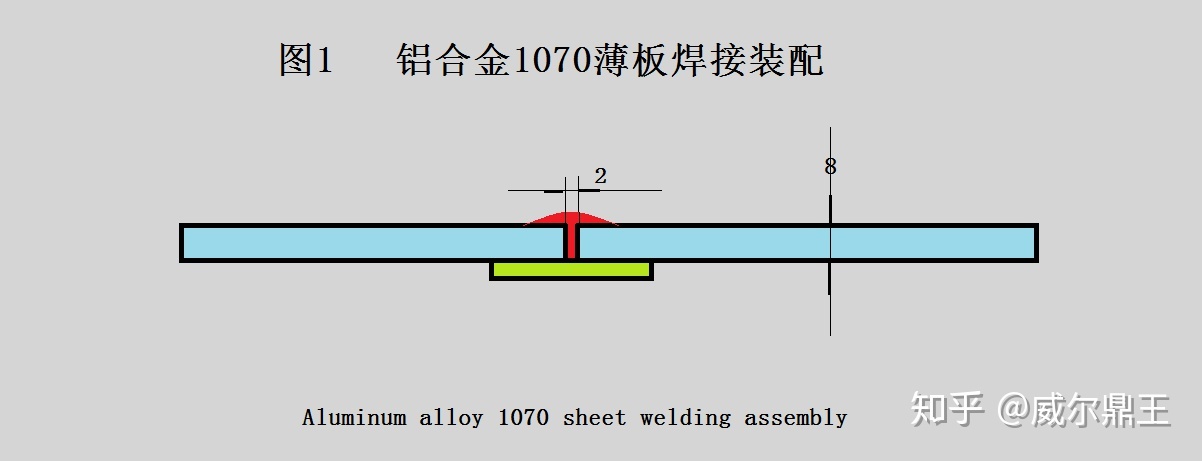
图1
1、准备焊件 采用不锈钢钢丝 轮打磨或用三角刮刀刮削,清除焊件坡口面及两侧周围各15mm内的氧化膜,或用化学溶液进行清理,用丙酮擦拭焊丝表面的油、污和垢等。
2、试件装配 把打磨好的焊件装配成I形坡口的对接接头,间隙为2mm, 1070 (L1)铝合金薄板熔化极脉冲氩弧焊的焊接参数见图2。
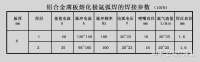
图2
3、焊接操作 图1所示的装配焊件,在坡口背面的两端进行定位焊, 定位焊缝长为25 ~35mm,电弧长度控制在5 ~ 8mm。焊接过程中,焊枪采用锯齿形小幅度摆动,并在坡口两侧稍加停留,以便焊缝背面焊透。 第1层焊缝厚度控制在5mm以内,因为焊缝背面有垫板,所以在第1层焊缝接过程中,不会产生烧穿缺陷。焊接第2层焊缝过程中,注意控制层间温度在 200℃,因此,焊接时不宜太慢。
三、焊缝清理
焊后用不锈钢丝轮打磨焊缝,清理氧化膜和焊接飞溅。
四、焊接质量检验基本要求
1、焊缝不允许有夹渣、裂纹、未熔合、未焊透。
2、焊缝余高:正面≤3.0mm,背面≤3.0mm。
3、表面凹陷:≤0. 15mm。
4、咬边:正面≤0.5mm,背面≤0.5mm。5、错边量:≤1. 0mm。