
检测地点:锻造车间
检测工具:便携式仪器 Leonova Emerald
检测目的:对设备进行运行状态检测,掌握设备运行状况。
检测技术:HD 高清冲击脉冲技术 (采用 HD 冲击脉冲测试,可以提早到 3-6 个月发现轴承的故障,预知轴承的早期、中期、晚期故障,润滑是否良好;通过 HD 冲击脉冲频谱分析, 很容易分清是齿轮问题还是轴承问题) 和振动检测技术 (含齿轮箱诊断技术:时 间同步平均、虚拟转速、高清转频追踪技术及圆坐标,清晰的看出齿轮啮合故障) 相 结合。
检测设备及基本状况:
一、测点数据及运行状态说明
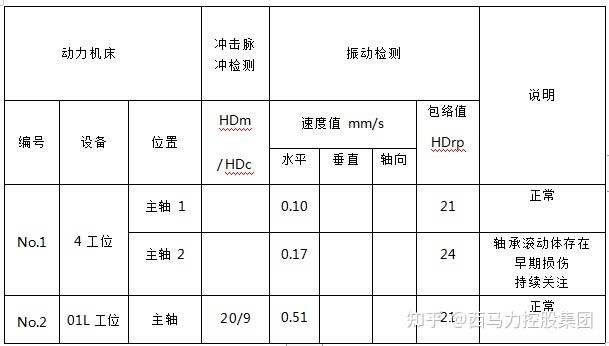
二、数据分析
一) 4 工位
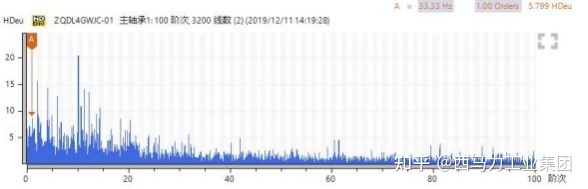
1 、主轴承 1
高清包络谱中未发现轴承故障征兆,轴承无故障,频谱如下:
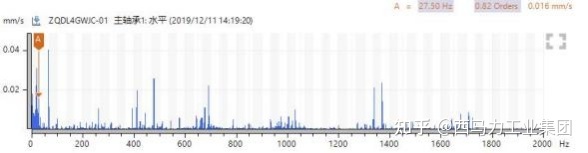
振动频谱中未发现规律性信号,无突出的谐波信号,且值不高,振动频谱如下:
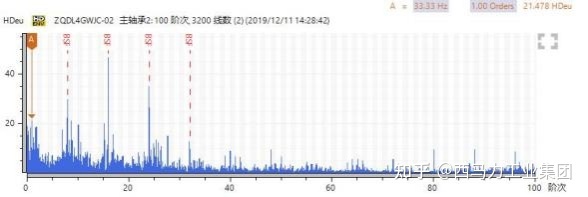
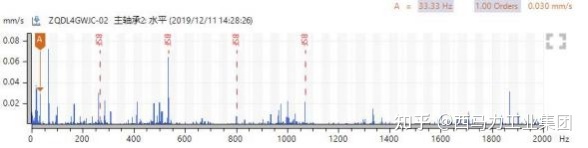
2、主轴 2
高清包络谱中存在规律性的滚动体故障频率及其谐波信号,但值不高,滚动体存在早期损伤,频 谱如下:
振动频谱中也存在滚动体部分故障特征信号,但无突出的谐波信号,且值不高,振动频谱如下:
二) 01L 工位
主轴
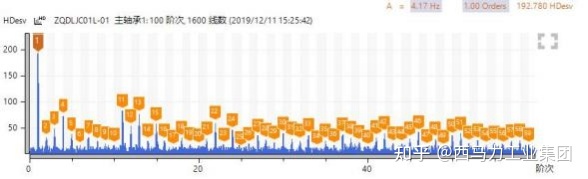
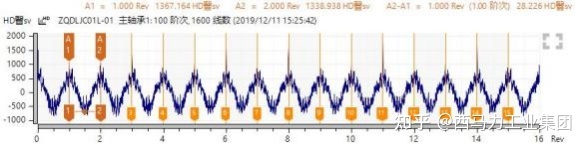
冲击脉冲频谱中未发现轴承故障频率信号,轴承无故障,润滑良好,主要成分为转频及其谐波信 号,疑似主轴太长所致的间隙冲击信号,冲击脉冲频谱如下:
时域信号如下,存在规律性的周期信号,每个周期一个冲击信号
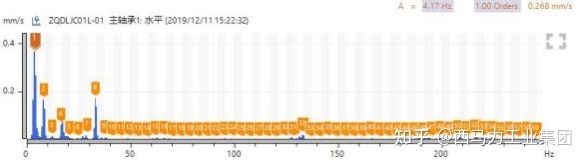
振动频谱中主要成分为 1 倍转频及其谐波信号,但值不高,为正常的间隙松动现象,振动频谱如下:
三、结论及建议
1、4 工位主轴 1 轴承无故障,润滑良,主轴 2 轴承存在早期的滚动体损伤,建议持续关注。
2、01L 工位主轴轴承无故障,润滑良。