公称通经 DN50-600mm
适合介质 水、空气、食品、油品
公称压力 PN1.0/1.6Mpa(150/200PSI)
主要零部件 阀体、阀瓣、阀座、转轴、乙丙橡胶
适合温度 -23到121度
驱动方式 蜗轮传动、电动、气动、液动
主要材料 铸铁、球墨铸铁、碳钢、不锈钢
产品特点
1、小型轻便,容易拆装及维修,并可在任意位置上安装。
2、结构简单、紧凑、90度;运转启闭迅速。
3、操作扭矩小,省力轻巧。
4、达到完全密封,气体试验xie露为零。
5、选择不同零部件材质,可适用多种介质。
6、流量特性趋于直线,调节性能好。
7、启闭试验次数多达数万次、寿命长。
8、凡使用闸阀、截止阀、旋塞、胶管阀及隔膜阀的管路,均可用该阀替换,订货时该阀加带副管供货即可(请在合同中注明)。
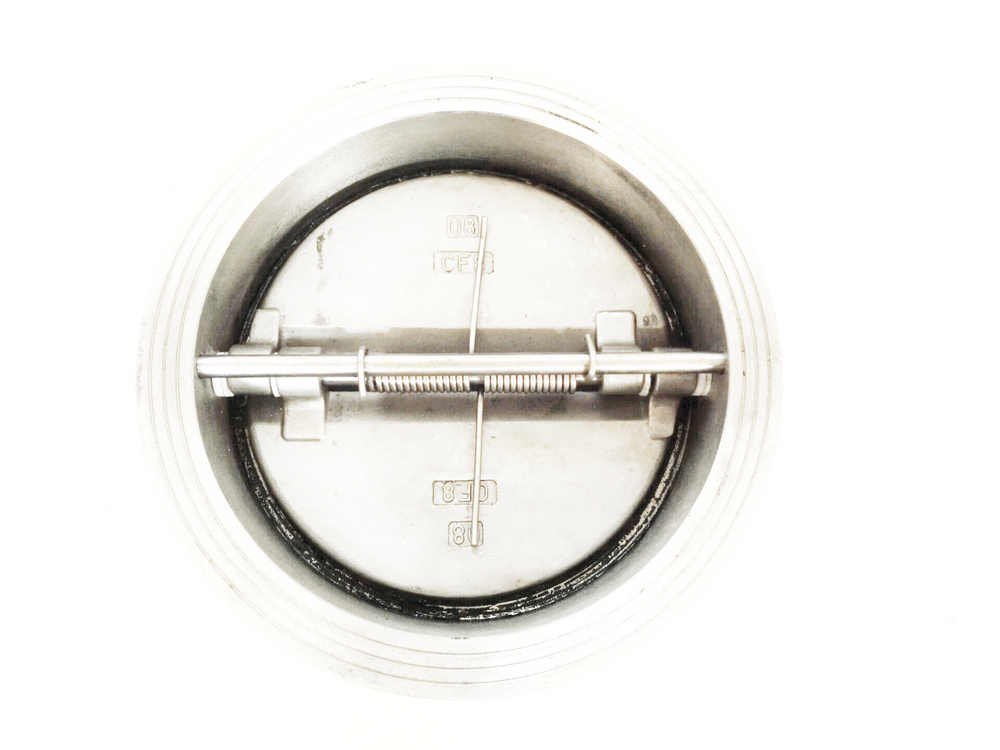
产品用途
软密封蝶阀的蝶板安装于管道的直径方向。在蝶阀阀体圆柱形通道内,圆盘形蝶板绕着轴线旋转,旋转角度为0度;90度;之间,旋转到90度时,阀门则牌全开状态。新型高寿命不锈钢蝶阀的特点以及蝶阀在使用过程中存在问题,本类阀门在管道中一般应当水平安装。软密封蝶阀根据连接方式可分为法兰式软密封蝶阀,对夹式软密封蝶阀,焊接式软密封蝶阀。



 江瑞钢铸件全名称:天津市江瑞阀门贸易有限公司坐落于天津市津南区小站镇大站工业区,占地面积15亩,拥有职工120人。天津市江瑞阀门贸易有限公司系天津市江瑞钢铸件有限公司子公司,主要通过国际、国内互联网平台向国内外市场推广销售。我公司集生产铸造,机械加工,装配组建,自主销售一体化发展,开展国内外市场,积累了多年的技术经验,俨然成为北方工业代表性企业,本着以质取优,以德服人的特点占领市场。自2004年至今我公司不断发展完善,自主生产的碳钢、不锈钢阀门。我公司以14年的铸造历史,历经数次工艺技术升级。目前已拥有水玻璃、硅溶胶、V法三条不同工艺铸造生产线,拥有自己的研发团队,对铸造工艺技术、机械加工技术、阀门成品装配技术都有自己独到的技术研究。我公司生产的中线蝶阀系列产品从铸造过程机械加工过程成品装配全程自主生产,为我公司的蝶阀成品质量提供了可靠的技术保障。 本公司同时还经营阀门成品,主要产品有:中线蝶阀、法兰蝶阀、闸阀、止回阀、球阀等系列产品。产品已覆盖全国各地,广泛应用于给排水、电力、石油、冶金等行业。 为客户提供优质的产品及服务、为员工创造优良的工作环境和提高自身能力发展的土壤是我公司的经营的核心思想!把公司打造成客户的信赖供应商!员工生存发展的根据地是我们的责任!
江瑞钢铸件全名称:天津市江瑞阀门贸易有限公司坐落于天津市津南区小站镇大站工业区,占地面积15亩,拥有职工120人。天津市江瑞阀门贸易有限公司系天津市江瑞钢铸件有限公司子公司,主要通过国际、国内互联网平台向国内外市场推广销售。我公司集生产铸造,机械加工,装配组建,自主销售一体化发展,开展国内外市场,积累了多年的技术经验,俨然成为北方工业代表性企业,本着以质取优,以德服人的特点占领市场。自2004年至今我公司不断发展完善,自主生产的碳钢、不锈钢阀门。我公司以14年的铸造历史,历经数次工艺技术升级。目前已拥有水玻璃、硅溶胶、V法三条不同工艺铸造生产线,拥有自己的研发团队,对铸造工艺技术、机械加工技术、阀门成品装配技术都有自己独到的技术研究。我公司生产的中线蝶阀系列产品从铸造过程机械加工过程成品装配全程自主生产,为我公司的蝶阀成品质量提供了可靠的技术保障。 本公司同时还经营阀门成品,主要产品有:中线蝶阀、法兰蝶阀、闸阀、止回阀、球阀等系列产品。产品已覆盖全国各地,广泛应用于给排水、电力、石油、冶金等行业。 为客户提供优质的产品及服务、为员工创造优良的工作环境和提高自身能力发展的土壤是我公司的经营的核心思想!把公司打造成客户的信赖供应商!员工生存发展的根据地是我们的责任! 铸造工艺流程-精密铸造工艺与V法精铸工艺的结合我公司所有铸件均采用精密铸造方式,他主要的优点是拥有很高的尺寸精度和表面光洁度,大大减少了机械加工工作,节省了金属原材料。不锈钢精密铸造工艺可以精密铸造各种合金的复杂的铸件,特别可以精密铸造高温合金铸件。而我们铸造工艺采用硅溶胶注膜方式,是一种少切削或无切削的铸造工艺,是铸造行业中先进的铸造工艺技术。硅溶胶精密铸造不仅适用于各种类型、各种合金的铸造,而且生产出的铸件尺寸精度、表面质量比其它铸造方法要高,甚至其它铸造方法难于铸得的复杂、耐高温、不易于加工的铸件,均可采用熔模精密铸造铸得。而我们是中国精密铸造厂家的佼佼者。铸造首要步骤:制蜡-作为生产线的首要步骤,制蜡生产线全部采用自动化一体设备,完全依靠机器操纵,从注蜡,取模,冷却,100精度保证,高效率运行,产量可达15000件/天。铸造第二部:制壳-作为阀体的外衣要更坚固,制壳生产线一共经过25道工艺的层层把关,由25位专业技师严格操作,做到砂料均匀布满壳体。密封严密,“0”透气,杜绝每一个微小气孔的产生,保证壳体内腔光滑,牢固。最后经过层层检验删选出最优质壳体进入下一步铸造。铸造第三部:真空脱蜡-我们拥有国内一线品牌的脱蜡设备,经验丰富的脱蜡技师,能在短短几分钟内将壳体与蜡膜分离干净!真正做到高效专业!铸造第四部:烧制壳体-对技术与经验的细节考量!要保证在烧制过程中壳体不变形,不萎缩,受热稳定必须做到高中低温度的适量转换,受热均匀,要不定时变换位置,均匀烤制。一切采用环保无污染设备,保护我们的环境。铸造第五步:浇筑-铸造工艺的最后一步,采用电炉高效稳定的融化原材料,顺利将马氏体,奥氏体转化成珠光体,我们的专业浇筑技师以秒为单位将流量均匀的浇筑在壳体内部,控制气泡的产生。高效保证阀体内部结构的稳定,提高强度,硬度,延长阀体的使用寿命。铸造第六步:清整-首先要将阀体水口切除再反复打砂,清除表面沙子,将阀体每一个小角落凸显立体,我们的专业人员为其修整边角以及外观处理,阀体成型。机加工是组装阀体的首要步骤我公司加工工厂机械设备均采用国内一线品牌,校准精度高,操作简单,可以加工DN40-DN2200口径阀体,我们的每一位技师都坚持着认真负责的工作信念,保证每一台阀体尺寸满足甚至高于国家标准。装配过程决定阀体密封性能我公司组装流水线均为机械一体化操作、调试,做到阀体与配件的严丝合缝,并且我公司所有配件均为国内一线品牌,厂家直采,成本低,效率高!由专业测压仪器24小时反复检测密封性能,承压效果,为每一为用户提供优质的保障。
江瑞阀门本着“高质量,优服务,求发展”的精神,以“优质产品、合理价格、贴心服务”的原则向您郑重承诺:我公司保证出厂的产品均按有关国家标准生产和检验,不合格的产品决不出厂。保证严格履行、兑现产品三包服务(保修、包换、包退)。严格执行国家工业产品售后服务有关规定,对出厂产品自发货之日起的18个月内或产品安装12个月以内(以先到者为限),若买方能够证实产品不符合本公司建议的方法正确安装与使用;能够证实产品本身确有设计、材料或加工缺陷,并向本公司提出书面反馈,本公司将缺陷产品免费召回维修,并更换或按订货价全额退款。 我公司本着以客户利益为首要,想客户所想、急客户所急,尽己所能满足客户的要求,做好售后服务工作。按需方要求提供现场技术服务,指导需求方进行安装、调试及试运行。安装调试中负责对操作员进行设备维修、操作等技术的培训。加强售前、售中、售后服务的及时性。